Views: 84 Author: YASSIAN-Envy Publish Time: 2025-09-15 Origin: Site
Ningbo YASSIAN Undercarriage Factory - PRODUCTION PROCESS
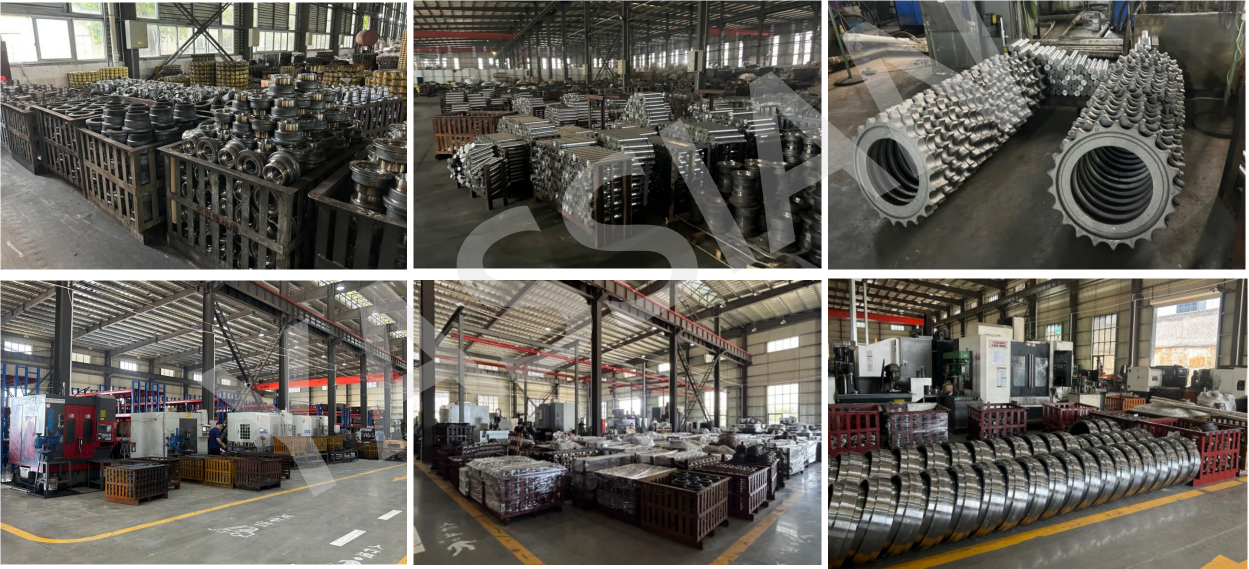
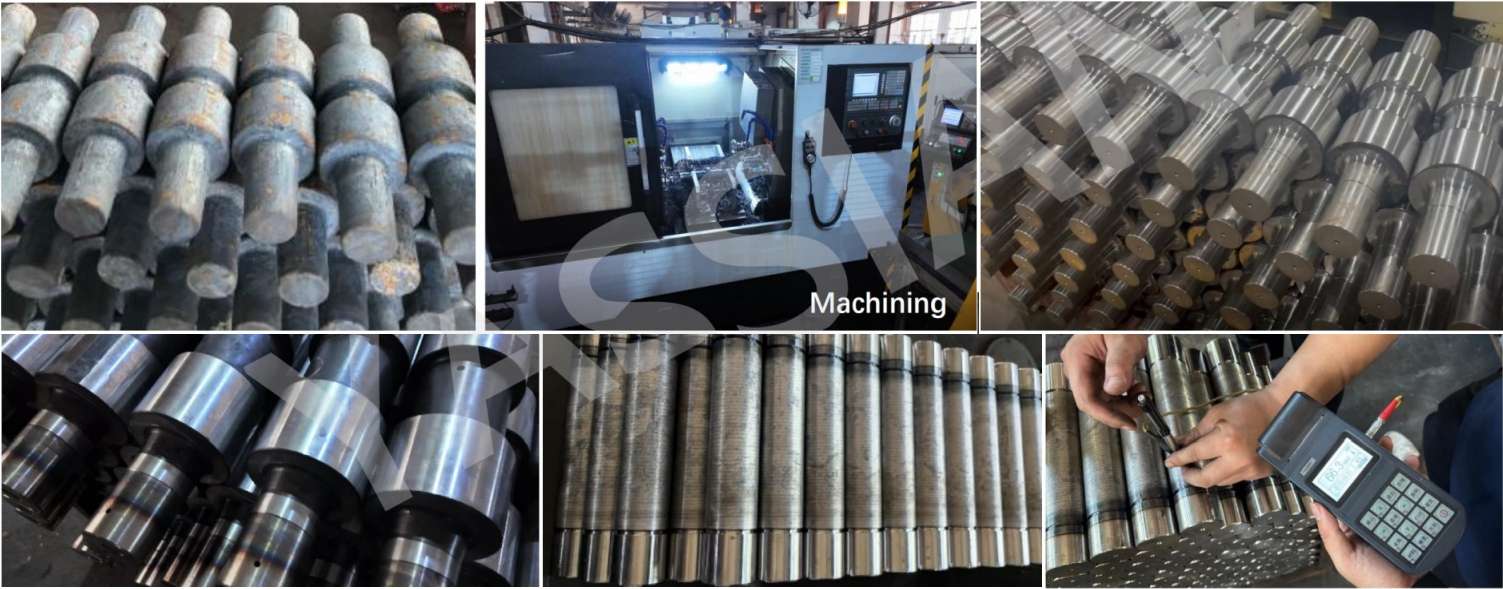
TRACK ROLLER (FORGE) PRODUCTION
1. MACHINING :Machining the size according to the drawing and testing the main dimensions
2. WELDING :Track surface induction and tempering. CO2 Gas protection welding and mesure the outer diameter. Grinding after welding. Test hardness during process.
3. INSPECTION :After welding,machine the inner hole and inner length of the entire precision wheel body to ensure the concentricity and flatness of the wheel body.It can be removed only after passing the measurement on the machine.
4. ASSEMBLING :Assembling and check the dimension.
5. INSPECTION :Dip into water after injecting the gas to test the sealing performance; Vacuum oil injection; Rolling test.
6. FINISHING TOUCHES AND STORAGE: After all the above processes are completed, the track rollers (forge) will undergo a final inspection for any surface defects or irregularities. Any necessary touch-ups, such as polishing or painting, will be carried out at this stage. Subsequently, the finished track rollers will be carefully stored in the warehouse, ensuring they are protected from dust, moisture, and other potential damages until they are ready for shipment.

IDLER PRODUCTION(CASTING)
1. Mesure the length,inner diameter,outer diameter and appearance.
2. PRECISION MACHINING :Precision machining according to the drawing; Precision machining, check the inner shape.
3. WELDING AND MACHING :CO2 Gas protection welding only for forge. The whole casting type no need to be welded; Precision machining for hole/seal hole.
4. ASSEMBLING :Assembling and measure the key dimensions after assembling.
5. TESTING :Dip into water for 5 minutes after injecting the gas to test the sealing performance.
6. QUALITY INSPECTION: Conduct a comprehensive quality check, including dimensional accuracy, surface finish, and defect detection. Ensure all components meet the specified standards before proceeding to the next stage.
7. PACKAGING AND STORAGE: Carefully package the finished idlers to prevent damage during transportation. Store them in a designated warehouse area, ensuring proper labeling and inventory management for easy retrieval and tracking.

TRACK LINKS PRODUCTION (RAW MATERIAL)
1. RAW MATERIAL :Heating the material to 950℃-1100℃; Forging as the mould shape
2. CUTTING :Cooling after cutting, keep the hardness
3. HEATTREATMENT :The residual heat oil is quenched and then subjected to high-temperature; No uncleaned oxide scale,cracks or obvious pits on the surface.
4. MACHINING :Drilling the holes and make the holes dimension and distance; Make the hole dimension,link height.
5. SURFACE INDUCTION :Outer surface Induction and tempering. The rail surface is subjected to high-frequency quenching, followed by rapid cooling after heating and low-temperature tempering.
6. HARDNESS TEST :before tempering HRC:63.5; after tempering HRC:55.5.
7. ASSEMBLY AND INSPECTION: After all the individual components are machined and heat-treated, they are assembled according to the design specifications. Each assembled track roller undergoes a rigorous inspection process to ensure it meets the required dimensional tolerances, surface finish, and hardness standards. This includes checking for proper fit and alignment of all parts, as well as verifying that there are no defects or irregularities that could affect performance.
8. PACKAGING AND STORAGE: Once the track rollers pass the inspection, they are carefully packaged to protect them from damage during transportation and storage. The packaging materials are chosen to provide adequate cushioning and support. The packaged track rollers are then stored in a designated warehouse area, where they are organized by size, type, and customer order to facilitate easy retrieval and shipping when needed. The warehouse environment is controlled to maintain optimal temperature and humidity levels, further ensuring the quality and longevity of the track rollers.


TRACK LINKS PRODUCTION (PRECISION MACHINING)
1. Precision machining for hole to make sure the accurate dimension.
2. PINS MACHINING :Process the total length as required,and roughly turn the outer circle, leaving a allowance for fine grinding.
3. Pins hardness testing :Hardness:HRC58.0
4. ASSEMBLYAND OILING AND INSPECTION :Inspect the main size after assembling。
5. PAINTING :Painting process: Apply high - quality anti - corrosion paint evenly on the surface of the track roller (forge) to ensure a smooth and uniform coating, which can effectively prevent rust and corrosion during storage and use.
6. Warehouse management: Store the painted track rollers (forge) in a dry, well - ventilated, and clean warehouse. Arrange them in an orderly manner according to specifications and models, with clear labels for easy identification and retrieval. Regularly check the storage conditions and the status of the products to ensure their quality remains intact.

Positive Pin Retention (PPR) Track
Resists link end play and increases sealability for maximum track life.Designed for high-impact and high-loading applications such as mining,heavy construction.
Its robust construction ensures that the track rollers maintain stability and performance even under extreme conditions. The unique design minimizes wear and tear, thereby extending the service life of the track system. Additionally, the Positive Pin Retention Track enhances the overall durability of the machinery, reducing maintenance costs and downtime. This makes it an ideal choice for industries that demand reliability and efficiency in their operations.

